
While mobile technology has visibly revolutionized our personal lives, a quieter but perhaps more profound revolution is occurring on the factory floor. The integration of the Internet of Things (IoT) into industrial environments—often called the Industrial Internet of Things (IIoT)—is fundamentally altering business models.
For manufacturers, the era of disconnected machinery and reactive maintenance is ending. Organizations that have successfully implemented smart devices and software platforms are already seeing a connected environment’s massive potential. Surprisingly, for many of these companies, the shift didn’t require rebuilding factories from scratch but rather strategically upgrading existing assets.
This comprehensive guide explores the significance of IoT in manufacturing, detailing the proven benefits, real-world success stories, and the hurdles you must overcome to stay competitive.
The State of IoT in the Manufacturing Industry
The manufacturing sector is increasingly driven by the need for automation, centralized monitoring, and predictive capabilities. Following global disruptions, sudden outbreaks, and logistical conflicts, manufacturers are accelerating their exploration of IIoT to build resilience.
Market Impact by the Numbers
The financial implications of this shift are staggering.
- Global Spending: Reports from Statista indicated that worldwide IoT spending was projected to reach significant highs, with forecasts pointing toward 1.1 trillion U.S. dollars by 2023.
- Economic Impact: The McKinsey Global Institute predicts that IoT could generate a financial impact of up to $11 trillion by 2026.
- Regional Growth: The Asia Pacific region has held the most significant share of the market, followed by North America and Europe.
By combining IIoT with legacy systems, manufacturers intend to not only stay competitive but to strategize properly for future business expansion.
What Benefits Does IoT Bring to Manufacturing?
The demand for IoT application developers is skyrocketing, driven entirely by the tangible advantages this technology brings to the production line. Here is why industry leaders are investing heavily in connectivity.
1. Unprecedented Supply Chain Visibility
IoT transforms the supply chain from a “black box” into a transparent ecosystem. It traces the movement of materials, spare parts, and finished products throughout the entire manufacturing process.
- Real-time Tracking: Businesses can identify production delays in real-time and act immediately to maintain service levels.
- Inventory Precision: Manufacturers can manage inventory efficiently by monitoring exact locations and quantities, reducing the capital tied up in stock.
- Strategic Outcomes: This visibility helps reduce operational expenses, increase revenue opportunities, and ensure the right product reaches the right individual at the right time.
2. Enhanced Product Quality Controls
Defects are costly—both in materials and reputation. IoT technology provides intelligent tracking of components and finished goods throughout the facility. By detecting anomalies early, sensors prevent defective materials from reaching the assembly line. This ensures higher quality goods and faster, error-free deliveries to customers.
3. Predictive Maintenance and Asset Security
Perhaps the most critical benefit is Asset Security. IoT sensors provide an up-to-date view of industrial assets, offering condition monitoring reports that drive predictive maintenance.
- Safety: It ensures facility safety by preventing catastrophic malfunctions.
- Longevity: Proactive care protects the lifecycle of expensive equipment.
- Energy Efficiency: Wireless sensors can connect entire sites to monitor energy usage in real-time, allowing managers to identify and fix high-energy consumption areas quickly.
4. Cost Savings and Profit Margins
In a market demanding well-made products at competitive prices, operational efficiency is key. Better production intelligence results in lower operational costs and simplified inventory management. Improved operational efficiency directly correlates to improved profit margins.
+2
5. Higher Customer Satisfaction
IoT isn’t just about internal machinery; it impacts the customer experience. Advanced tracking enables round-the-clock availability and faster delivery times. This reliability fosters loyalty, driving repeat business and new revenue opportunities.
4 Key Use-Cases of IoT in Manufacturing
How is this technology actually applied on the floor? Here are four dominant use cases transforming the industry.
1. Remote Production Control
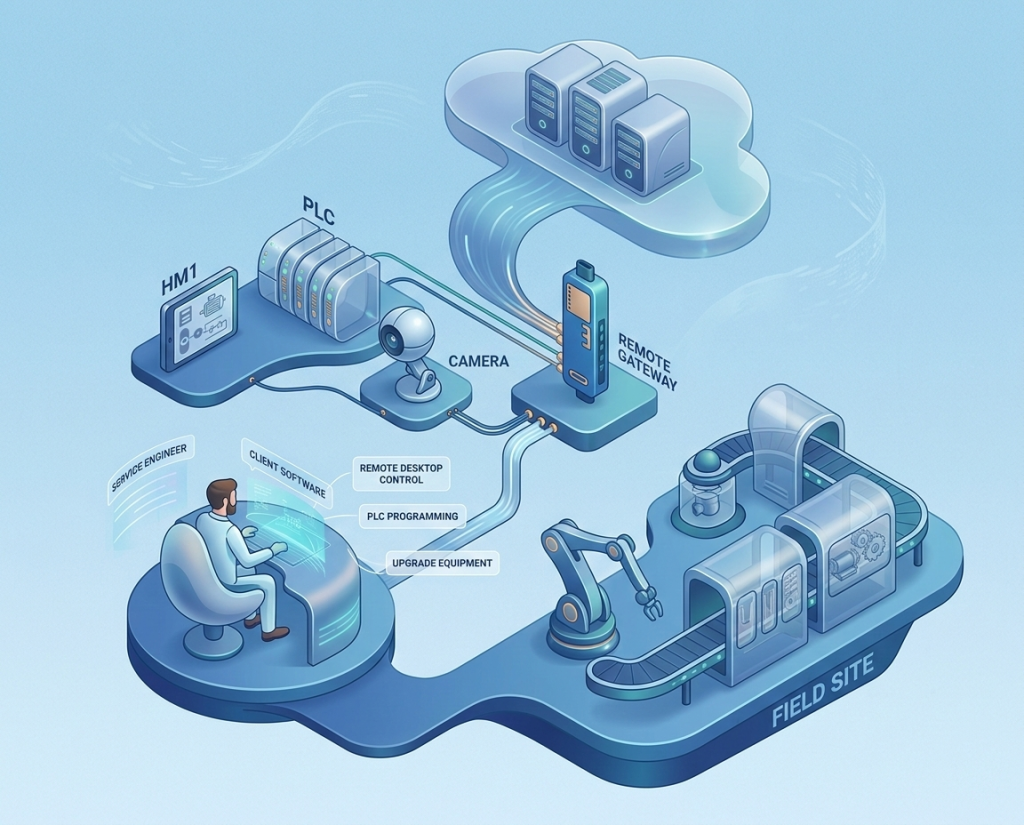
IoT allows for the real-time monitoring of production processes, extending beyond just machinery to overall factory safety.
- Security & Safety: IoT-driven cameras and smart sensors can detect distress signals—such as smoke, fire, or unauthorized access—and instantly warn security services.
- Automated Alerts: Control rooms equipped with IoT gadgets can notify managers of suspicious movements or productivity dips, reducing risks.
- Workforce Management: The technology can also monitor employee attendance and shift schedules, helping managers optimize staff allocation and boost productivity.
2. Asset Tracking and Condition Monitoring
Integrating IoT to track assets aims to prevent the loss or misuse of tools, materials, and equipment.
Example: Smart Tire Management IoT-powered tires equipped with sensors provide real-time data on potential use time. This helps fleet managers schedule maintenance efficiently and identify optimal usage applications.
3. Logistics Management
As noted by Forbes, IoT reveals supply chain inefficiencies by eliminating blind spots. Sensors monitor critical parameters like humidity, temperature, and shock during transit.
+1
- Waste Reduction: Manufacturers can cut losses from spoiled products (e.g., temperature-sensitive goods) and reduce transportation costs.
- Sustainability: Businesses gain data on energy consumption and waste production, aiding nature conservation efforts.
- Forecasting: IoT-driven data helps predict future logistics problems, such as power shortages during specific seasons.
4. Predictive Repairing
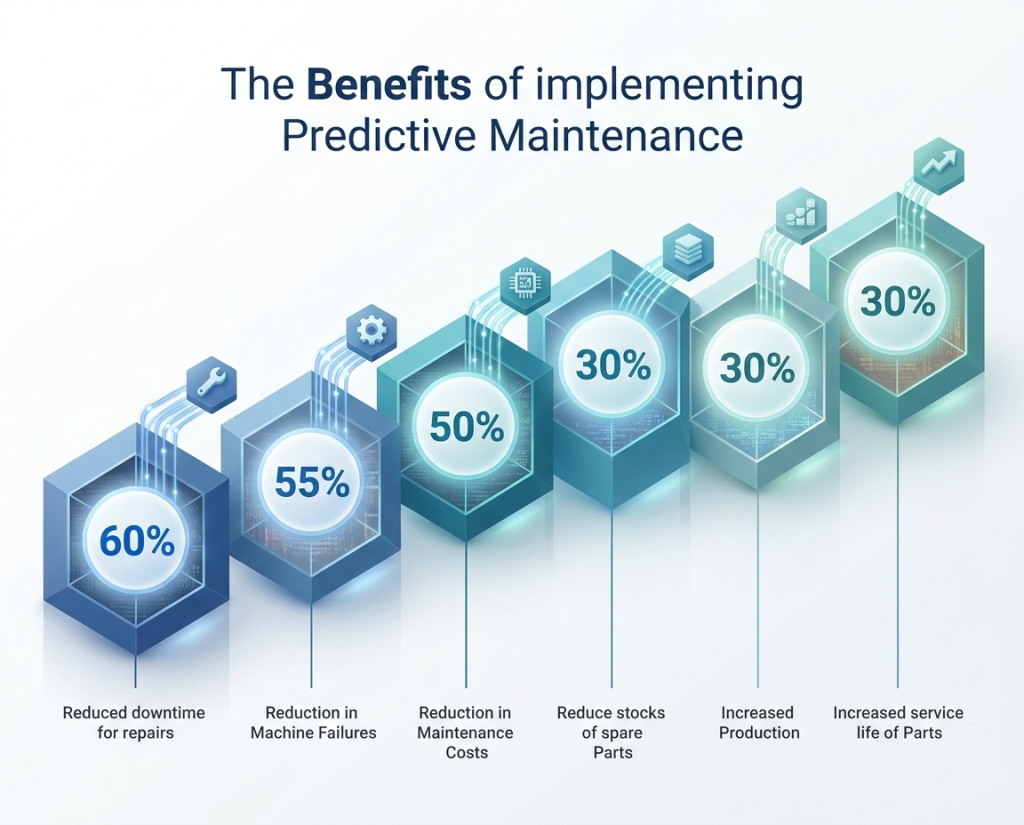
This is widely considered one of the most promising areas of IIoT. By collecting continuous data on component conditions, manufacturers are notified of necessary maintenance before a breakdown occurs. This significantly cuts downtime costs and ensures consistent product quality.
5 Manufacturing Giants Already Using IoT
Adoption is not theoretical; major global players have already validated these use cases.
| Company | Application | Result |
| Nike | Product Personalization Uses sensors in shoes and smart bracelets to track athlete behavior and provide app feedback. +1 | Helps create personalized products impacting customer satisfaction. |
| Ford | Smart Environment Equipped factories with “smart lights” that adjust to natural lighting conditions. | Saved $4 million annually in production costs. |
| Volkswagen | Process Automation Installed sensors on conveyors to automatically manage belt tension. | Reduced conveyor downtime from 1 hour to just 9 minutes, saving $4 million. +1 |
| Tesla | Logistics Optimization Forklift sensors inform employees of malfunctions during car loading/unloading. | Achieved a downtime rate of only 2 seconds per car. |
| Siemens | Predictive Maintenance Sensors track wind turbine operating conditions to detect issues before failure. | Improved the reliability of wind turbines by 30%. |
Critical Challenges of IoT in Manufacturing
While the benefits are clear, implementation requires navigating significant hurdles.
Challenge 1: Security
IoT expands the attack surface, creating new vectors for hackers. Risks exist at every stage, from data gathering to remote machine control. A study by the Ponemon Institute revealed that over 60% of companies using IoT technologies have suffered data breaches.
Challenge 2: Interoperability
Manufacturers often struggle to integrate new IoT devices with legacy IT infrastructures due to a lack of standardization. The absence of universal rules for device interaction is a major obstacle.
- The Complexity: Different vendors use different protocols (ZigBee, Thread, MQTT), operating systems, and languages.
- The Cost: Even if products can communicate, the effort and money required to bridge these systems are substantial.
Challenge 3: Data Privacy
Collecting data from embedded sensors exposes sensitive operational details to potential cyber threats. Successful implementation requires a comprehensive data protection plan from day one to ensure compliance and minimize privacy risks.
Conclusion
The Internet of Things is no longer a futuristic concept; it is an integral part of the modern technology landscape and has made its way into every industry, including manufacturing. While the path to maturity takes time and patience, the competitive advantage belongs to those who start today.
To successfully implement these technologies, you must be aware of the security and interoperability challenges. However, with successful examples from giants like Ford and Siemens, the roadmap to ROI is clearer than ever.
Ready to transform your production line?
Whether you need to audit your current infrastructure or build a custom IoT solution, our team can help you navigate the complexities of Industry 4.0.
Book a Consultation
Speak with our IoT specialists today to design a roadmap for your manufacturing facility.
Frequently Asked Questions (FAQ)
1. How is IoT primarily used in manufacturing? IoT is used for machine automation, capacity planning, and predictive maintenance. It allows manufacturers to configure machines automatically based on real-time data and schedule maintenance before breakdowns occur.
2. Which industries are adopting IoT the fastest? Widespread use is seen in aerospace, food and beverages, automotive, and metal manufacturing.
3. What is the difference between Machine Learning and IoT? Machine Learning (ML) is a subset of AI that teaches systems to learn from data without explicit programming. IoT is the network of physical objects that collect and exchange this data. In manufacturing, IoT gathers the data, and ML analyzes it to make smart decisions.
4. Why is IoT necessary for modern manufacturers? The industry faces a shortage of skilled workers and intense competition from emerging markets like China. IoT automates processes to cut costs, fills the skills gap through automation, and enhances the overall customer experience.
5. What are the main benefits of IoT in this sector? The primary benefits include improved productivity through automation, optimized capacity planning, reduced operational costs, and the ability to implement predictive maintenance.
6. What are examples of IoT applications? Common applications include Predictive Maintenance (predicting failures), Productivity Optimization (remote configuration), Capacity Planning, Product Tracking (lifecycle monitoring), and Supply Chain Management.
